Bei der Durchführung des Fügens von Förderbändern ist es notwendig, die Betriebsbedingungen eindeutig darzustellen, dh eine maximale Einhaltung der Abmessungen und Eigenschaften mit dem Lastenniveau zu gewährleisten.
Das Förderband hat folgende Eigenschaften:
– Bau;
– Länge, Breite, Gesamtdicke;
– die Dicke der Arbeits- und Nicht-Arbeitsplatten;
– Anzahl der Pads und Art des Gewebes;
– Zugfestigkeit einer Dichtung und Gesamtfestigkeit;
– Dehnung bei 10% der Bruchlast;
– Art des Gummis und Zweck.
Um die Betriebsbedingungen zu beurteilen, verwenden Sie:
– Zweck des Förderbandes – Traktions- oder Gewichtskörper;
– Art der Ladung (groß, klein, kalt, heiß, etc.);
– Länge des Transports, Neigungswinkel, Kapazität, tatsächliche Last;
– Durchmesser der Trommeln;
– Geschwindigkeit der Frachtbewegung.
Bei langen (mehr als 200 m) Förderern ist zu berücksichtigen, dass das Förderband verlängert werden kann, daher sollte die TLC EP-Gewebe bevorzugt werden.
Die Anzahl der Dichtungen wird durch die Traktionsbelastung und den Durchlauf auf dem Förderer bestimmt. Es ist wichtig, auf die Einhaltung des minimal möglichen Durchmessers der Trommeln aufmerksam zu machen. Andernfalls wird das Gelenk des "dicken" Klebebandes keine Haltbarkeit haben. Die Geschwindigkeit des Gurtes bestimmt auch die Haltbarkeit der Fugen. Wenn die Geschwindigkeit 10 m / s übersteigt, ist es besser, unendliche (nahtlose) Gürtelentwürfe zu verwenden.
Das Andocken von Förderbändern , die unter Berücksichtigung aller Eigenschaften des Riemens und der Betriebsbedingungen durchgeführt werden, ist in der Lage, einen langfristigen störungsfreien Betrieb des Förderers zu gewährleisten.
Die günstigste für die Durchführung der Verbindung von Förderbändern ist die Umgebungstemperatur von etwa 20 ˚С.
Die Arbeit an der Verbindung von Förderbändern erfolgt durch spezialisierte Teams, sowohl an festen Produktionsstandorten als auch bei der Abfahrt der Brigade direkt an den Kunden. Vor dem Verbinden der Förderbänder ist es notwendig, ihre Qualität zu bewerten, da nach den gesetzlichen Unterlagen bestimmte Mängel, die die Leistung von Bändern beeinträchtigen, toleriert werden können.
Sickling – die Krümmung des Bandes wird durch Rollen aller oder eines Teils der Bucht auf einer ebenen Fläche überprüft. Das Vorhandensein von Wellungen und Falten des Kerns (Welligkeit) ist ein unverbesserlicher Defekt in den Bändern. Der Ort mit Riffelungen muss ausgeschnitten werden, oder ein solches Band sollte für leichte Betriebsbedingungen geplant werden. Porosität des Futters – ein Zeichen schlechter Rohstoffe für Gummi und anschließende Vulkanisation – macht das Band unbrauchbar. Das Vorhandensein von tiefen (3 mm oder mehr) Dellen, Metall- und Gummi-Einschlüssen – ein nicht behebbarer Defekt der Gürtel, sollten für den Einsatz in mittleren und hellen Bedingungen empfohlen werden. Das Vorhandensein einer Dicke der Beschichtungen oder Karkassen (bis zu 30%) entlang der Breite der Streifen erfordert eine zusätzliche Überlappung von Rohgummi auf der zusammengesetzten Verbindung während ihrer Vulkanisation. Die hügelige Oberfläche des Arbeitsfutters – ein Zeichen der schlechten Reinigung der Pressplatten des Riemenherstellers – führt zu einem erhöhten Verschleiß des Gummis.
Die Kaltfugenvulkanisation eignet sich für Bänder bis zu 1200 mm Breite, die in leichten und mittleren Bedingungen betrieben werden, sowie Bänder mit einer Breite von mehr als 1200 mm für Lichtverhältnisse auf Förderbändern mit einer Länge von nicht mehr als 50 m.
Die Heißvulkanisation von Gelenken kann in allen Fällen von Bändern verwendet werden, mit Ausnahme von extremen Bedingungen, die die Verwendung von nahtlosen Bändern erfordern.




Latest posts
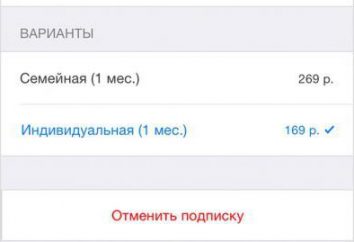
Wie kündige ich ein Abonnement im App Store auf Ihrem Telefon und PC?





Prüfung vor der Schwangerschaft – ist der Schlüssel zu einem gesunden Baby







